


Support Roller Continuous Conveyor Electrical
Mesh Belt Furnace , Continuous Belt Furnace
1.Buyer Requirement
1.1 product: fasteners, sleeves;
1.2 process: bright quenching, tempering;
1.3 productivity: quenching: 200-250kg/h;
2. Specification
According to the buyer’s requirement, we recommend our
customer to choose the mesh belt furnace with effective
mesh belt quenching furnace with size of 50mm*5000mm
(mesh belt width*height).
3. Equipment General Introduction and Main Features
1 General Introduction
1.1 The heat treatment line combines the advanced technologies from
Taiwan. Its key parts are imported from overseas.
1.2 The production line is comprised of magnetic belt charging
machine, pre-cleaning machine, support roller quenching furnace,
quenching tank, oil removing stand, post-cleaning machine,
support-roller mesh belt tempering furnace, and electrical control system.
Features:
2.1 To meet the production needs of fastening parts, the furnace
employs Taiwan technology, and improves its energy-saving effect in
the area of refractory lining.
2.2 The production line employs low-voltage heating through the
transformer to prolong the service life of the heating tubes.
2.3 The mesh belt is supported by the support rollers with synchronized
movement so that the mesh belt bears a minimum tension.
2.4 The rollers are supported by special high-pressure sealed bearing.
2.5 The mesh belt is designed with abnormal transportation alarm device
to assure the stable movement of the mesh belt.
2.6 The drip-in atmosphere is gasified by a gasifier and then sent into
the furnace. The atmosphere is monitored and controlled continuously
by an oxygen probe.
2.7 The hot mesh belt returns back to the entrance of the furnace and
preheats the cold partss, which saves energy greatly.
4. Production Line Basic Parameters
4.1 Total loading power: about 286kw; power supply 3phase, 380v, 50Hz;
4.2 Total length: about 30m;
4.3 units of line: charging machine, precleaning machine, quenching
furnace, quenching tank, oil removing stand, post-cleaning machine,
tempering furnace.
4.4 total weight: about 42ton;
5. Equipment Specification
1 Working temperature:
Precleaning machine: 40~60℃; quenching furnace:820~950℃; quenching
tank,60~80℃; post-cleaning machine: 40~60℃; tempering furnace: 300~450℃;
2 productivity
Quenching: 200-250kg/h ( varying with the workpiece size, weight,
stacking method, and other related conditions)
3 furnace atmosphere
Quenching furnace: methanol+propane
Tempering furnace: air;
4 Charging machine
Mesh belt width: 500 mm
5 Pre-cleaning machine
Mesh belt width: 500 mm
Tank volume: 1.5m3;
6 Mesh belt type quenching furnace
Mesh belt width: 500mm
Inlet length: 2000mm
Preheating belt length: 1100mm
Working area length: 5000mm
Effective height: 80mm
7 quenching oil tank
Mesh belt width : 800mm
Oil tank length: 3800mm
Oil tank width: 1600mm
Oil tank depth: 1800mm
Tank volume: 8 m3
8 oil removing stand
Mesh belt width : 800mm
9 Post-cleaning machine
Mesh belt width : 800mm
Tank volume: 1.5m3
8 mesh belt tempering furnace
Effective height: 100mm
Mesh belt width : 800mm
Heating area length: 5000mm
6. Production Line Power and Energy Consumption
6.1 power
Heating power: 380V±10%, 3 phase, AC, 50HZ;
Measuring and control system: 220V±10%, 50HZ
Heating system: about 310kW
Driving system power and other consumption spots: about 24kW
Power supply of the whole line: about 334kW
Power consumption at normal working: about 150kW
6.2 atmosphere inlet pipe parameters
Methanol inlet pipe: 2-3 L/h ; ≥0.04 Mpa;
Propane inlet pipe: automatic control with supply ≤500L/h; supply
pressure ≥0.04Mpa;
6.3 cooling water
Water quality: according to state standard low-calcium industrial
circulating water;
Suspended substance: max 10mg /L;
Filter mesh belt hole size: max 0.3mm;
Inlet temperature: (max) 30℃(in summer)
Inlet temperature: (min)5℃ (in winter)
Temperature difference: 10℃
Inlet pressure: 0.2 Mpa;
Max water consumption: about 30m3/h (circulating use)
6.4 Supplementary Equipment ( supplied by the buyer)
The cooled water tank and cooling tower are usually mounted
outside the workshop
but near the production line. The cooling power capacity
should be ≥30m3/h.
7. Technical Specification Per Unit
Magnetic Belt Charging Machine
The charging machine is comprised of magnetic belt conveyance system,
frame, magnetic belt and driving system. The machine frame is made
from sectional steel and steel plates.
1 Chain and sprocket wheel: P=25.4mm, 1 set;
2 reducing gear, 0.55kw, 1 set
3 magnetic belt: 500*3450*1/2mm (SUS304) 1 piece
4 Strong force magnetic steel: 28*26*12 1 group;
5 Vibration motor: 250W, 1 set;
8.Mesh Belt Type Pre-cleaning Machine
The mesh belt cleaning machine is of the immersion type. It has 3
working positions which are immersing and cleaning, soap water
jetting, and strong-air drying. The charging machine is equipped with
the strong force nozzle. And it is flanked by one water oil separation
tank and one oil collection tank. The oil collected could be used.
The cleaning tank body is fabricated from steel plates and sectional
steel which are welded together.
Mesh belt: 500mm 1 piece;
Chain and sprocket wheel : P=50.8mm, 1 set;
Reducing gear: 0.37kW, 1 set;
Oil and water separator, 1 set;
Liquid pump, 0.37kW, 1 set;
Gear motor, 0.10kW 1 set;
Thermal resistor, PT100, 1 piece;
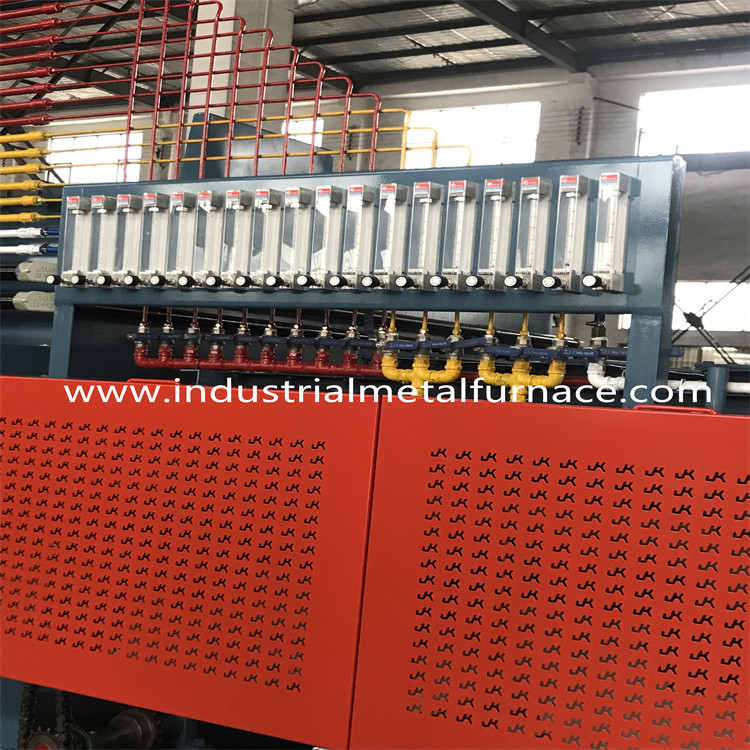
9.Mesh Belt Quenching Furnace
The quenching furnace is the key part of the production line. It is
comprised of furnace shell, front machine stand, heat preservation
material, heating device, temperature control device, and atmosphere
supply device.
9.1Main parameters:
Mesh belt width: 500mm
Working area length: 5000mm
Entrance length: 2000mm
Preheating area length: 1100mm
Temperature control: 4-zone PID control;
Rated power: 150KW;
Furnace temperature uniformity:≤±5℃ temperature uniformity for the
same section:≤±3℃; furnace outer wall temperature rise: ≤50℃
Temperature control accuracy: ±1℃;
Carbon potential control accuracy: ≤±0.05%C, measurement range: 0-1.5%C;












